
In the following paragraphs, we will describe some of the main problems (finished product defects) of LSR injection mold and the possible causes of defective products. The following questions are from the observation and collection of different product evaluations by LSR injection mold. All data (problems and some improved processes)
LSR injection molding defects one: Flash, burr
The silicone material flows out of the LSR injection molding machine mold cavity and produces a film at the edge line of the component. Cause of burr:
The clamping force of the LSR injection mold is too small and the mold closing is not tight
● injection mold speed and pressure are too high (pressure is usually combined with LSR injection speed and is generally specified)
● mold temperature too high
● the temperature retained is too high
● it is too late to close the LSR injection point, and the injection pressure should be the most appropriate within the whole injected volume. The time to maintain the pressure phase is useful to complete the filling of the cavity. (low pressure)
● LSR injection volume is too large
● the mold is stained at the edge line of the part
LSR injection molding products with bubble
Possible causes of bubbles
● LSR injection machine speed and pressure are too high
● mold temperature too high
● the exhaust passage is blocked by dirt (phenomenon: bubble occurs far away from the gate)
LSR injection molding products with burning
The white defect appears at the end of the part due to air compression
● injection pressure and speed are too high
● mold temperature too high
● exhaust passage blocked by pollution
If the above parameters can not be improved, it may be necessary to adjust the clamping mold force (in the closed mold stage), in order to obtain the minimum clamping force in the LSR injection stage. (low pressure in the cavity), let the air run away from the cavity and then increase the clamping force to the most appropriate, then fixed phase. Avoid burrs. (maximum pressure into cavity)
Scorch
The product has started to solidify during the LSR injection phase, possibly due to
● injection molding speed is too slow
● injection mold temperature too high
For more about rubber molding machine,rubber machine.
Welcome contact Ms Helen Xu

Hengyang, China – August 8, 2025 – Hengyang Huayi Machinery Co., Ltd., a leading manufacturer of advanced rubber molding machinery, is proud to announce its official relocation to a new, cutting-edge manufacturing plant. This pivotal move marks a significant milestone in the company's journey, ushering in a new era of technological innovation, expanded production capabilities, and optimized client service.

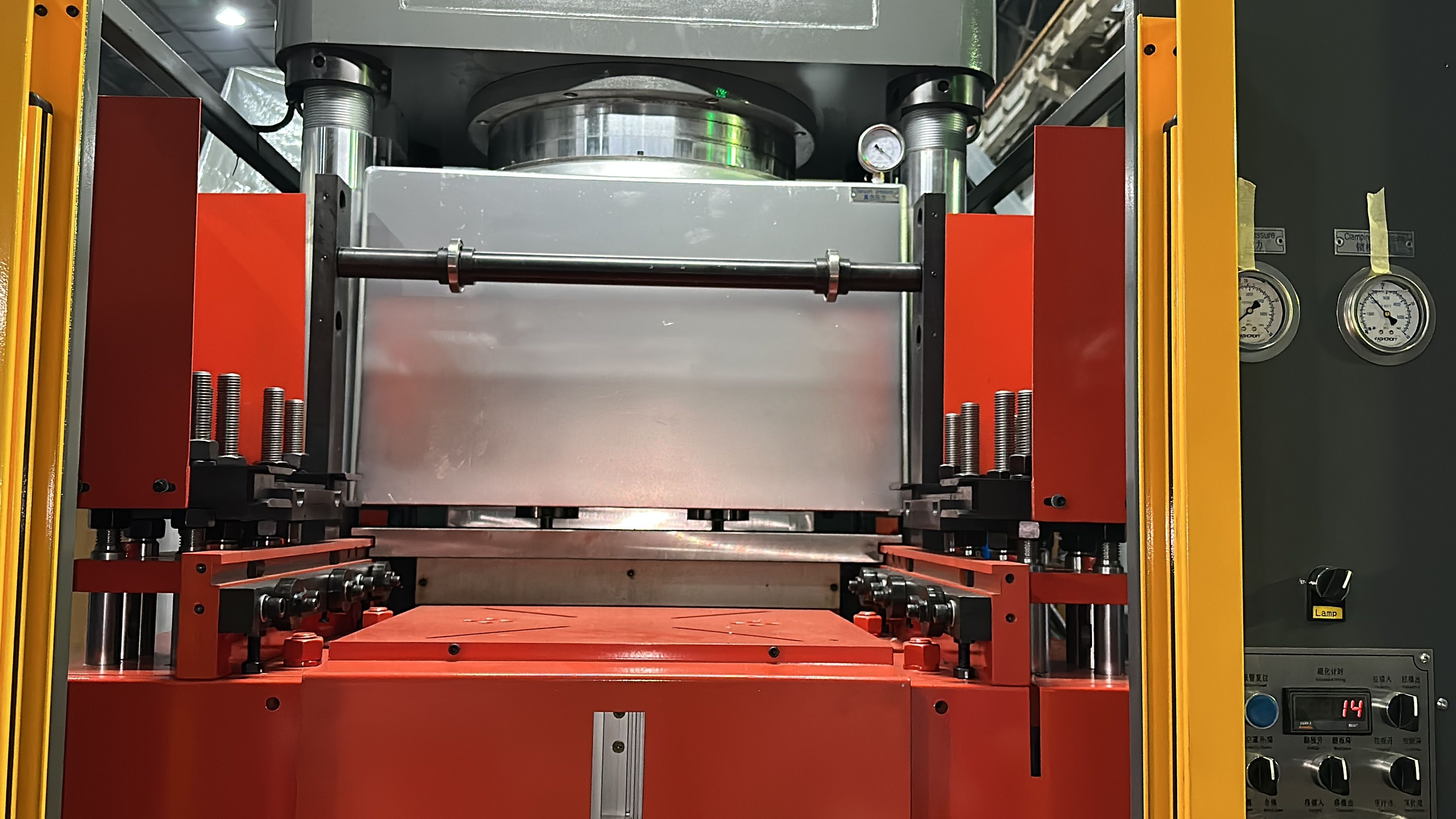
rubber injectoin molding machine 25 years of experience in R&D and production of rubber injection molding machines and rubber vulcanizing molding machines etc
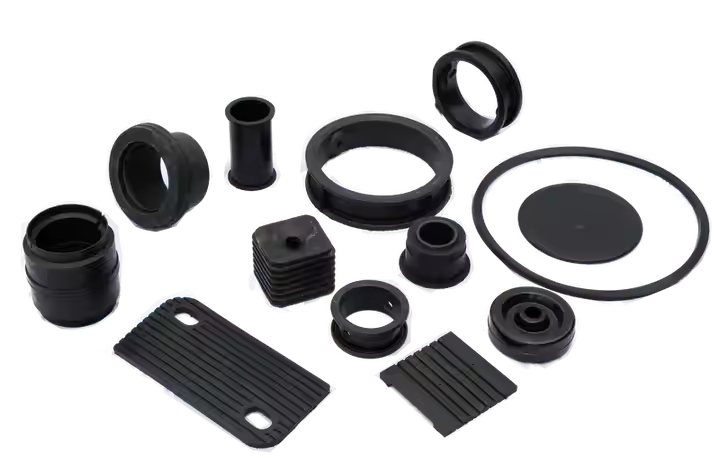
how to choose the mold solution during using rubber injection molding machines or vacuum compression molding machines to produce rubber O-rings. Hwa yi machine have mature experince in this industry can provide you the answer.

What is the advantages of vacuum compression molding machines for making rubber O rings?There are 8 advantages for using vacuum compression molding machine to make O rings shared by Huayi Machinery

The opening ceremony of the new plant of Huayi Machinery Co., Ltd. is approaching. A new beginning, shaping the future. After moving to new plants,a new journey to produce large rubber injection molding machine with extremely strong clamping force i,Realizing The first in China and the best in Asia" rubber molding machine makers.
Rubber injection machine plays a very important role in the automotive industry, providing a fast, precise, and cost-effective method for producing high-quality car accessories. How could Hengyang Huayi Machinery helps you ?This article will advise details.


We will contact you within 24 hours,thanks very much for your inquiry!